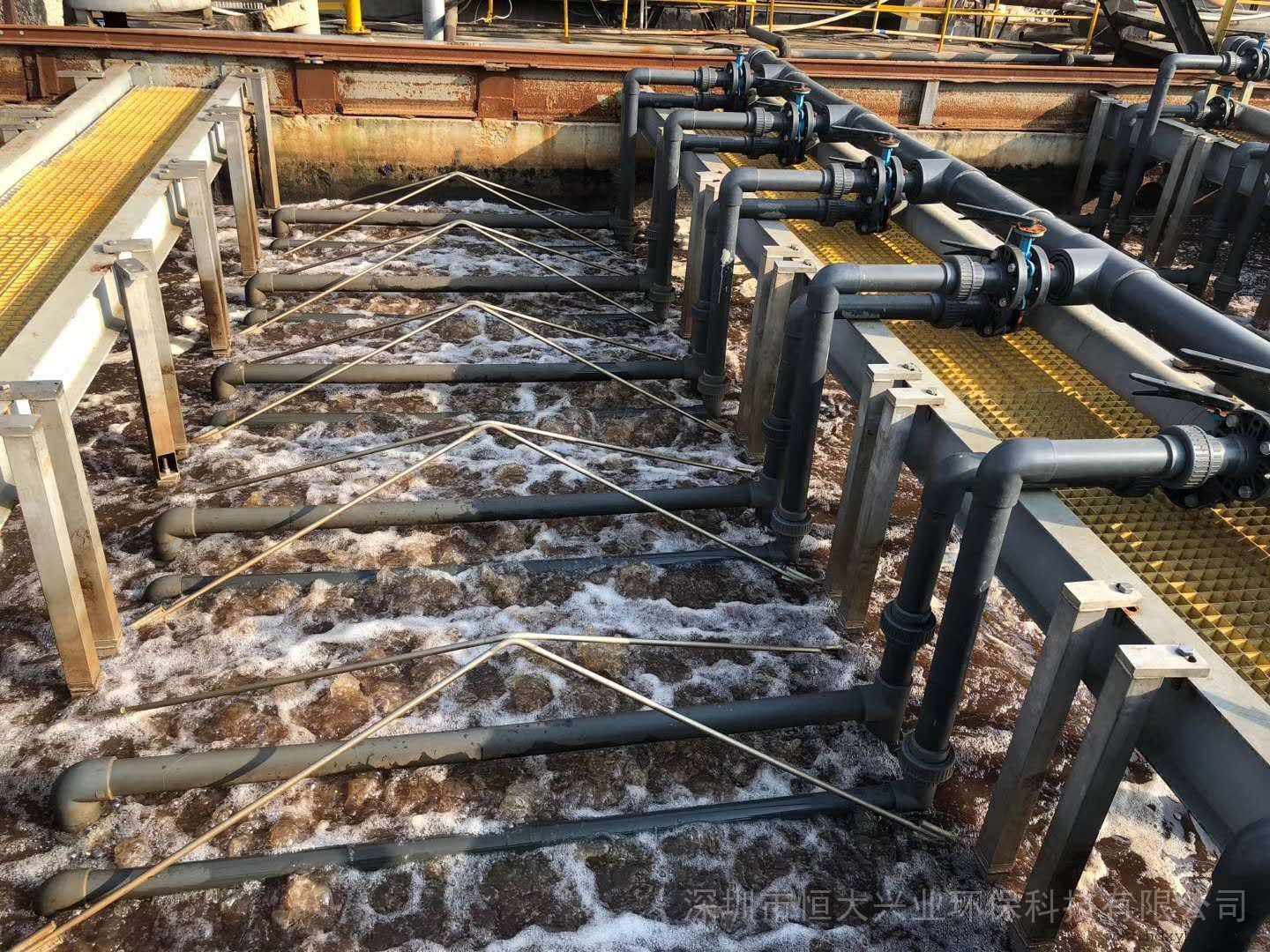
三菱mbr膜生物反应器在工业废水处理上的主要应用
工业的快速发展使水环境受到的污染日益严重,由此造成的水资源短缺已是人类面临的严重问题。mbr膜技术的历史不长,但发展是比较迅速的,它是一种新兴的分离、净化和浓缩技术。膜技术主要有微滤,超滤,纳滤,反渗透,电渗析,液膜,渗透蒸发等。这些膜分离过程都是以压力为驱动力,废水流经膜面的时候,废水中的污染物被截留,而水透过膜,实现了对废水的处理。其中高浓度难降解工业废水的处理成为产业发展的重点领域。在实际处理过程中,mbr膜生物反应器为印染废水、含油废水、焦化废水、食品废水、畜牧养殖废水等高浓度、有毒、难降解的工业废水处理提供了一种有发展前景的处理技术,下面简单介绍几种工业废水的污染特性以及对应的mbr膜生物反应器的处理优势。
- 印染废水:印染废水具有高浓度、高色度、高pH值、难降解和多变化等特征,其处理难度主要集中在两个方面,一方面是COD高,可生化性差,另一方面是色度高、成分复杂、脱色难度大。在传统处理方法中存在COD降低不完全、色度去除率低和处理成本高等问题,而MBR膜生物反应器能对印染废水进行好氧生物活性的处理,并对水样的色度和浊度、生物耗氧量、化学耗氧量等各项水质指标进行测定、分析和处理。
- 含油废水:炼油企业污水排放量大,成分复杂,生物抑制物质(石油、胺类、酚类,多环芳烃和苯系物及其衍生物等)含量高,可生化性差,处理难度大。传统生化工艺很难将COD稳定处理到120mg/L以下,处理到60mg/L(炼油污水国家一级排放标准)必须配合其他物化工艺,这样运行管理费用大大增加,但三菱MBR膜生物反应器在COD、氨氮、油和酚等污染物的去除方面仍表现出优异性能,SS和BOD(2mg/L)分别低于检测线,浊度小于3NTU,SDI小于3,可直接进行RO工艺而无需前处理。
- 焦化废水:焦化废水是炼焦、煤气净化以及化工产品精制过程的产物,其中COD浓度较高,含有大量的环链有机物,如叠氮类无机物和氨氮等,直接外排对自然环境和人体健康的影响比较大。传统的生物A/O或A2/O工艺的处理效果不够理想,出水COD难以达到小于100mg/L的排放标准,另外脱氮效率也难以提高,此时可以考虑膜分离的强化作用,同时结合焦化废水的特点,选择mbr膜生物反应器可以在一池同时实现硝化和反硝化的作用,运行简单,易于自动控制。
- 食品废水:食品工业中产生的废水量大,主要来自味精和酒精生产中的废水以及大豆、谷物、果蔬、肉类、牛乳和饮料加工中的废水。食品工业废水本身无毒,但含有大量固体杂质,有机物含量高,且酸碱程度不一。以往食品工业废水的处理大多采用活性污泥法,但传统活性污泥法其降解能力不够稳定,对污染物的降解速率不高,在实际工程中,可以利用浸没式MBR膜生物反应器处理法处理啤酒废水,一体式MBR膜生物反应器法处理豆制品加工废水和酱油废水,在运行和处理中都能得到很好的效果。
-
畜牧养殖废水:畜禽养殖废水是比较难处理的有机废水,主要是因为其排量大,温度较低,废水中固液混杂,有机物含量较高,固形物体积较小,很难进行分离,而且冲洗时间相对集中,使得处理过程无法连续进行,由于废水中的COD、BOD等指标严重超标,悬浮物量大,氮磷含量丰富,氨氮含量高且不易去除,单纯采用物理、化学或者生物处理方法都很难达到排放要求。传统的处理畜禽废水工艺为厌氧生物处理加上好氧处理,但畜禽场的操作条件和人员素质往往限制了厌氧处理工艺的应用,1985年日本提出“水综合再生利用系统”的计划,推动了包括畜禽污水在内的多种类型废水处理中应用MBR技术的发展。
了解更多三菱化学mbr膜生物反应器的其他领域用途详解点击:http://www.hdxyhb.com
 扫一扫,手机浏览
扫一扫,手机浏览